How to Identify High-Quality Duplex Board: A Buying Guide
Choosing the right duplex board is a critical decision for packaging, printing, and rigid box manufacturing. Many buyers confuse cardboard with duplex board, yet both serve different performance needs. A high-quality duplex board ensures better strength, premium printing, and longer shelf life. A poor-quality board, however, leads to bending, cracking, and damaged packaging.
This guide explains how to identify the best duplex board packaging material using real-world quality indicators. Whether you are a manufacturer, trader, or brand owner, this blog will help you make an informed buying decision and avoid costly mistakes.
What Is Duplex Board?

Duplex board is a type of coated paperboard used widely in packaging and printing. It usually has a white coated front surface for sharp printing and a grey or white back for strength support. Unlike regular cardboard, duplex board offers better stiffness and visual appeal.
The most common form is duplex board grey back, which is widely used in retail packaging and rigid boxes. Another premium option is coated duplex board, preferred for luxury product packaging.
Common Types of Duplex Board
-
Duplex board grey back: Most popular, economical and used for FMCG, footwear, textile, and pharma boxes.
-
White back duplex board: Premium quality, brighter surface, preferred for luxury packaging.
-
Coated duplex board: Comes with one or more layers of coating for sharper printing and better surface smoothness.
Why Quality Matters in Duplex Board Selection
The quality of duplex board directly affects your product’s durability, appearance, and market value. Weak boards crack during folding and collapse during transport. Low coating quality ruins printing clarity and brand presentation.
High-quality duplex paper board ensures:
-
Strong load-bearing capacity
-
Sharp print results
-
Better moisture control
-
Improved customer trust
Key Factors That Define Duplex Board Quality

To ensure you’re sourcing the best material, you must understand the key parameters that impact duplex board performance.
1. GSM (Grams per Square Meter)
GSM determines the thickness and weight of the board. For standard duplex board packaging:
-
230–300 GSM: light packaging
-
300–400 GSM: medium to heavy packaging
-
400+ GSM: rigid boxes, premium cartons
Incorrect GSM or uneven GSM can lead to weak packaging or poor print results.
2. Burst Factor (BF)
BF measures resistance to pressure. A high-quality duplex board has a strong BF, ensuring boxes don’t collapse or deform during transport.
3. Stiffness and Rigidity
A high-quality duplex board must hold its shape. Low-stiffness boards bend easily and are unsuitable for structural packaging.
4. Coating Quality & Smoothness
Coated duplex board is preferred for printing-intensive products. Check:
-
Smooth surface
-
No pinholes
-
No uneven coating
-
Glossy or matte finish based on requirement
A high-quality coating ensures sharp printing, better branding, and premium appearance.
5. Moisture Content
Ideal moisture content is 6–7%. Higher moisture leads to:
-
Curling
-
Weak bonding
-
Warping
-
Poor print quality
6. Fiber Quality
Duplex boards made with high-grade virgin fiber or well-refined recycled fiber perform better than those made with low-quality waste materials.
Types of Duplex Board & How to Judge Their Quality

Different duplex boards serve different applications. Understanding each type helps you evaluate samples more efficiently.
1. Grey Back Duplex Board
This is the most widely used variety. The front is white and coated, while the back is grey.
How to judge quality:
-
Check if the grey back is uniform
-
Test stiffness by bending
-
Ensure no flakes or cracks
-
Check GSM consistency
Best for: FMCG boxes, pharmaceuticals, soap packaging, apparel packaging.
2. White Back Duplex Board
The back layer is also white, giving a premium look and better print compatibility.
How to evaluate:
-
Brightness level
-
Smoothness
-
Coating quality
Best for: Premium retail packaging, cosmetics, luxury products.
3. Coated Duplex Board
Coated in one or multiple layers, providing a smoother surface.
Quality checks:
-
Perform a scratch test
-
Check gloss or matte finish
-
Inspect for coating evenness
Useful for high-end printing, branding, and rigid box packaging.
Visual & Physical Quality Checks You Can Perform
Before finalizing a supplier or bulk order, always perform these simple yet effective checks:
1. Colour & Surface Uniformity: Look for consistent whiteness on the top layer and consistent grey or white shade on the backside.
2. Bend Test: Fold the board slightly. If it cracks or flakes, the fiber quality is poor.
3. Texture Feel: A premium duplex board feels smooth and even. Rough textures indicate cheap pulp.
4. GSM Consistency Test: You can use a GSM cutter or ask your duplex board suppliers to provide test reports.
5. Water Absorption Test: A few drops of water will tell you if the board absorbs too quickly low-quality boards soak faster.
6. Smell Test: A chemical smell suggests poor-quality recycled material.
7. Edge Strength Test: Tear the edge slightly high-quality fiber gives a clean, strong tear line.
Certifications & Industry Standards to Look For
A reliable duplex board manufacturer should follow recognized quality and safety standards. Look for:
-
ISO 9001 & 14001 certifications
-
FSC certification (sustainable sourcing)
-
Food-contact safe certifications for food industry
-
Lab test reports for GSM, BF, moisture
-
Batch-wise test certifications
Buying certified products reduces risk and ensures consistent supply.
Comparing Duplex Board Manufacturers: What Really Matters
Choosing the right supplier is just as important as choosing the right duplex board type.
Key parameters to evaluate suppliers
-
Manufacturing capacity
-
Technology used (automatic machines give better accuracy)
-
Consistency in GSM and BF
-
Sample testing policy
-
Ability to fulfil bulk orders
-
Competitive yet realistic duplex board price
-
Customer reviews and export experience
Avoid extremely cheap duplex board suppliers they often compromise on coating, GSM accuracy, and fiber quality.
How to Match Duplex Board Quality With Your Application
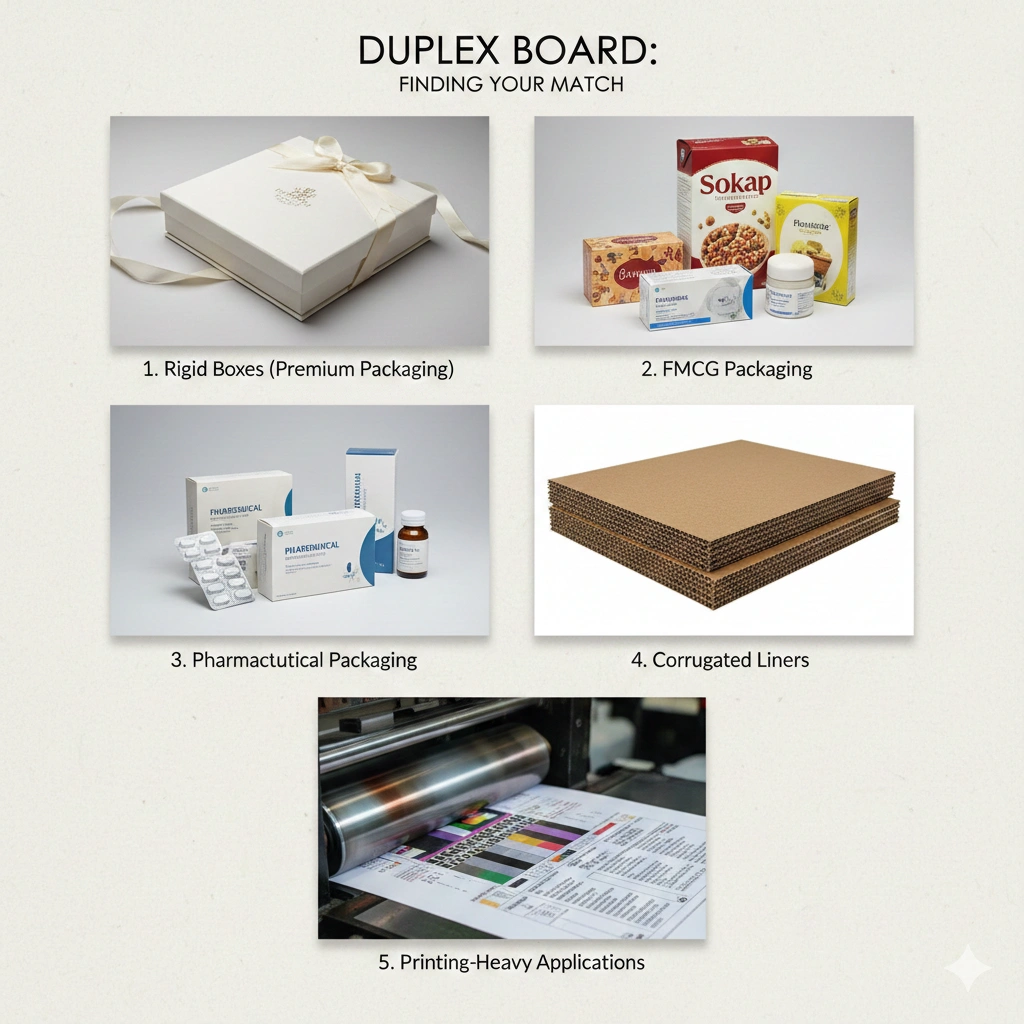
Choosing the right duplex board depends on the type of packaging you’re creating. Each application requires specific GSM, stiffness, and coating quality. Here’s a concise, well-structured guide:
1. Rigid Boxes (Premium Packaging)
Rigid boxes need strength and a premium look.
-
Best GSM: 350–450 GSM
-
Quality Need: High stiffness
-
Preferred Type: White back duplex board for a clean, premium finish
2. FMCG Packaging (Soaps, Food, Cosmetics)
FMCG products require lightweight yet durable packaging.
-
Best GSM: 250–350 GSM
-
Quality Need: Strong BF for transport
-
Preferred Type: Smooth coated duplex board for excellent printing
3. Pharmaceutical Packaging
Pharma packaging must look clean and carry sharp printing.
-
Preferred Type: White back duplex board
-
Quality Need: High-quality coating for clear text and barcodes
-
Note: GSM must match auto-cartoning machines
4. Corrugated Liners
Used as liners in outer shipping boxes.
-
Quality Need: High stiffness and BF
-
Requirement: Uniform GSM for strong bonding during corrugation
5. Printing-Heavy Applications
Best for branding, labels, and premium print jobs.
-
Preferred Type: Double-coated duplex board
-
Quality Need: High brightness and defect-free surface
Common Mistakes Buyers Make While Choosing Duplex Board
Avoid these costly errors:
-
Focusing only on duplex board price
-
Not checking for coating uniformity
-
Ignoring moisture levels
-
Assuming higher GSM is always better
-
Not testing BF strength
-
Not verifying manufacturer certifications
-
Buying without checking samples
A little due diligence can save you from packaging failures and product damage.
Edicon Paper Product: A Trusted Name in Duplex Board Manufacturing
Edicon Paper Product is a trusted provider of high-grade duplex boards engineered for modern packaging needs. With strict GSM control, premium coating standards, and export-ready strength testing, Edicon ensures reliable packaging performance across industries.
Their expertise in coated duplex board, duplex board grey back, and rigid box-grade boards allows brands to maintain consistent packaging quality and reduce product damage risks.
FAQs
1. What is the best GSM for duplex board?
The best duplex board GSM ranges between 300–450 GSM depending on packaging use.
2. Is duplex board better than cardboard?
Yes, duplex board offers higher stiffness, better printing, and improved load resistance than normal cardboard.
3. What is coated duplex board used for?
Coated duplex board is used for premium printed packaging where branding clarity is required.
4. Is duplex board suitable for humid areas?
High-quality duplex boards with proper coating resist humidity better than ordinary boards.
5. Which duplex board is best for rigid boxes?
Duplex board with grey back in 350–450 GSM is ideal for rigid box manufacturing.