Is Duplex Board Safe for Food Packaging Use?
Food safety has become a growing concern for both consumers and businesses in today’s packaging-driven world. Whether it’s takeaway meals, bakery boxes, or frozen food cartons, packaging plays a direct role in protecting the quality and safety of food. Among the many materials used in the packaging industry, duplex boards stand out as a cost-effective and versatile choice. But one important question, is duplex board safe for food packaging use?
In this blog, we’ll dive deep into the structure of duplex boards, its applications in the packaging sector, and the safety considerations you should know before using it for food-related products.
What Is a Duplex Board?
A duplex board is a type of paperboard made with two layers. The outer layer is usually bleached to provide a white, smooth surface suitable for printing, while the inner layer is typically made from recycled fibers, giving it a grayish shade. This dual-layer construction provides strength, durability, and an excellent surface for high-quality graphics, making it a popular choice in industries ranging from consumer goods to food packaging boxes.
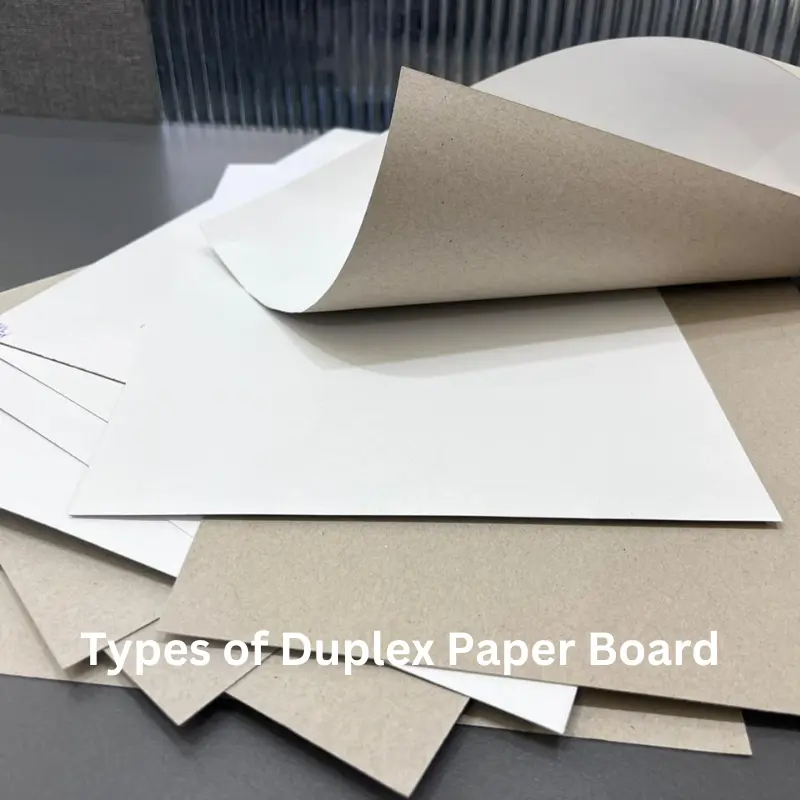
Types of duplex board include:
• White back duplex board: both sides are white, giving a premium appearance.
• Grey back duplex board: one side is white (printable) and the other is gray.
In the market, you’ll also find variations such as coated duplex board grey back and coated duplex board white back, which provide additional barrier properties and smoother finishes, making them especially suitable for duplex board food packaging and consumer goods. Its adaptability and affordability make it widely used for cartons, folding boxes, and disposable packaging.
Is Duplex Board Food Safe?
The safety of duplex board packaging depends on how it is manufactured and whether it complies with international food safety standards. Because duplex boards often contain recycled fibers in the inner layer, there are concerns about the migration of harmful chemicals, inks, or adhesives into food products.
To ensure safety, manufacturers usually apply a food-grade coating or lamination layer on the surface that comes in direct contact with food. When sourced from certified duplex board suppliers, duplex boards can be deemed safe for indirect and, in some cases, direct food contact.
Food Safety Regulations and Standards
When it comes to food packaging, global regulations ensure consumer health and product quality. Duplex board used in food packaging must comply with these key standards:
• FDA Regulations: The U.S. Food and Drug Administration requires packaging to be made from approved food contact materials that prevent chemical migration into food.
• BRC Global Standards: Widely recognized in Europe, the BRC Packaging Materials Standard sets criteria for safety, quality, and operational controls in packaging production.
• FSSC 22000 Certification: Focuses on food safety management systems for packaging manufacturers, ensuring processes meet global food industry expectations.
• GFSI (Global Food Safety Initiative): An international benchmarking standard promoting harmonized food safety requirements worldwide.
Why Is Duplex Board Used in Food Packaging?
Packaging materials need to be lightweight, cost-efficient, printable, and environmentally friendly. Duplex board fits these criteria, which is why it has found a strong foothold in the food industry.
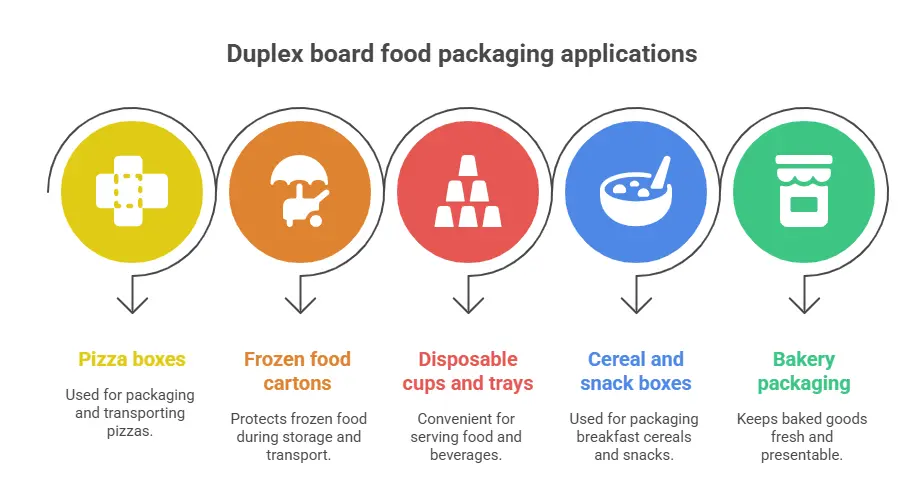
Some common applications include:
• Pizza boxes
• Frozen food cartons
• Disposable cups and trays
• Cereal and snack boxes
• Bakery and confectionery packaging
Businesses often prefer duplex board food packaging because it provides a balance of strength, printability, and cost-effectiveness. With coated surfaces, it ensures food branding and safety while maintaining an attractive look.
When Duplex Board IS Safe for Food Packaging
Duplex board can be safe for food packaging boxes, provided it meets certain conditions:
• Food-Grade Specifications: Only boards labeled as food-grade duplex board should be used for direct contact packaging.
• Proper Coatings: A barrier layer such as PE or PLA ensures protection from moisture, grease, and chemical migration.
• Virgin Fiber Content: Boards made with virgin fibers are safer for direct food contact compared to those with recycled content, which may contain contaminants.
• Certified Manufacturing Processes: Manufacturers following FDA, BRC, or FSSC 22000 guidelines guarantee product quality and safety.
What Are the Advantages of Duplex Board for Food Packaging?
• Cost-Effective: Compared to virgin fiber boards, duplex board suppliers offer budget-friendly options for mass production.
• Excellent Printability: Both coated duplex board grey back and coated duplex board white back allow high-quality printing for branding.
• Durability: Strong enough to hold heavy food products without losing shape.
• Eco-Friendly: Often made from recycled fibers, contributing to sustainable food packaging solutions.
How Can Duplex Board Be Made Safe for Food Packaging?
To ensure duplex board food packaging is safe, several protective measures are used:
• Food-Grade Coatings: Applying PE (polyethylene), PET, or water-based coatings prevents direct contact between recycled fibers and food.
• Lamination: Laminating the board with a thin plastic film enhances barrier properties against moisture, oil, and contamination.
• Compliance Certifications: Duplex boards should comply with standards like FDA (U.S.), BfR (Germany), or FSSAI (India).
• Indirect Use Applications: Duplex boards are safest for indirect contact packaging, such as boxes for wrapped foods or takeaway cartons with an inner lining.
What Are the Alternatives to Duplex Board in Food Packaging?
If safety is a primary concern, there are other packaging materials that may be more suitable, including:
• Bagasse packaging: made from sugarcane waste, biodegradable, and food-safe.
• Corrugated board: strong and durable for heavy food items and deliveries.
• PET and PP plastics: commonly used for direct food contact but less eco-friendly.
• Kraft paperboard: made from virgin fibers and safer for direct contact.
Conclusion
So, is duplex board safe for food packaging use? The answer is: yes, but with conditions. Duplex boards can be safe for food packaging when manufactured under strict quality standards and coated with food-grade protective layers. However, businesses must ensure that the boards are certified for food safety compliance and used appropriately primarily for indirect contact or with additional protective linings.
At Edicon Paper, we specialize in manufacturing and supplying premium-quality duplex paper board. choosing the right packaging material is not just about cost and appearance; it’s about ensuring consumer health and building trust. With the right safeguards in place, coated duplex board in both grey back and white back varieties remains a practical and eco-friendly choice in the ever-evolving world of food packaging boxes.
Frequently Asked Questions
1. Can duplex boards be used for hot food packaging?
Not without protective coatings. A plain duplex board can absorb oil and moisture, making it unsuitable for direct hot food contact. Laminated or coated duplex board is better for this purpose.
2. Is duplex board eco-friendly?
Yes. Duplex board is recyclable, and its use of recycled fibers reduces environmental impact compared to plastic-based packaging. Many duplex board suppliers now also focus on sustainable sourcing.
3. Is duplex board approved for food contact worldwide?
Not always. Approval depends on compliance with local food safety regulations. Businesses must check certifications before choosing duplex boards for food packaging.
4. Which is better: duplex board or kraft paper for food packaging?
Kraft paper (made from virgin pulp) is considered safer for direct contact, while duplex board is more cost-effective and better for indirect contact packaging. Options like coated duplex board grey back and coated duplex board white back make duplex boards more reliable for food-grade uses.