Grey Back Board vs White Back Board
In the modern packaging and printing market, whether to use a grey back board or white back board is always very critical in terms of functionality and brand representation. In case you are planning to buy a suitable duplex board, and you are wondering about their peculiarities, strengths, and typical use cases, it is necessary to become aware of them. This comprehensive introduction contrasts grey back board and white back board, and identifies key distinctions, strengths, and practical application to assist you in decision-making.
What is a Duplex Board?
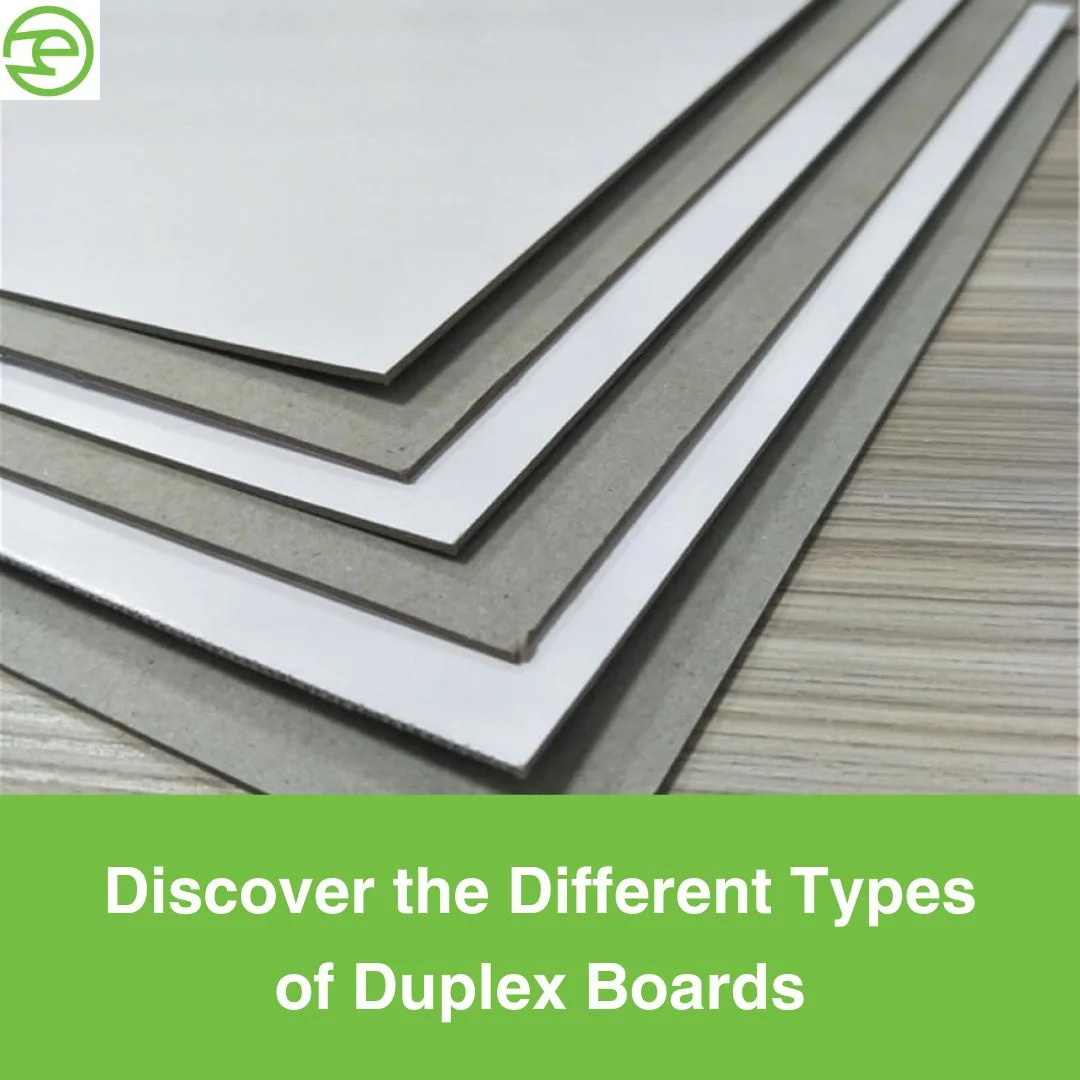
A duplex board (a type of packaging board) is a two-layered (duplex) paperboard which consists of a blend of recycled and virgin pulp. It is known as strong, stiff, and printable enough to be applicable to a variety of products, including retail packaging, stationery, and more. The main variations come in the color and treatment of the back layer: grey or white.
Grey Back Board Explained

A grey back board (also known as a duplex board grey back, or a coated duplex board grey back), has a smooth, white and perhaps coated surface on one side and a grey, uncoated surface on the other. This is grey normally because of using recycled paper pulp and hence this board is cost effective as well as environmentally friendly.
Key Features:
• Smooth, printable front surface
• Recycled pulp for the grey back, keeping costs lower
• Suitable for packaging where only the front surface is on display
• Moderate rigidity and durability; ideal for lightweight to medium packaging needs
• Readily available in A to F grades, catering to various quality and cost requirements
Common Applications:
• Packaging boxes for electronics, food, cosmetics, or consumer merchandise
• Corrugated box outer layers
• Tags, cards, and single-sided printed items
White Back Board Explained

A white back board is produced by both sides (one front and the other back) being finished in white, it is also called duplex board white back. The white back is usually made by coating suitable bright white pigments onto recycled pulp or virgin pulp of higher grades to increase the aesthetic value of the board and printability on both sides.
Key Features:
• White, glossy, and smooth surfaces on both sides
• Superior print quality for vibrant graphics
• Higher stiffness and strength; ideal for premium, robust packaging
• Added water and dust resistance due to coatings
• More costly but perfect for applications where both sides of the packaging may be visible
Common Applications:
• Food delivery and takeaway boxes
• Pharmaceutical, cosmetics, and luxury product packaging
• Gift boxes and high-end retail packaging
• Covers for notebooks, business cards, and professional stationery
Grey Back vs White Back Board: Comparative Table
| Feature | Grey Back Board | White Back Board |
| Surface Quality (Front/Back) | White coated front / Grey uncoated back | Both sides white, usually coated |
| Raw Material | Mix of recycled pulp (grey back) | Higher-quality recycled or virgin pulp |
| Cost | Lower, economical | Higher, premium |
| Printability | Good (front side only) | Excellent (both sides) |
| Strength & Stiffness | Moderate, depends on grade | High, better for premium applications |
| Ideal Use | Budget packaging, single-side print | Premium/luxury packaging, double-side print |
| Environmental Impact | Very eco-friendly (due to recycled content) | Eco-friendly if using recycled pulp |
| Water & Dust Resistance | Moderate | Superior due to better coatings |
| Example Applications | Bakery boxes, cartons, tags, non-premium packaging | Cosmetic boxes, food boxes, luxury items |
| Durability | Suitable for lighter to medium products | Ideal for heavy or delicate items |
Which is Better: Grey Back or White Back Board?
It will depend on your application. The grey back board is a great cost option to use as a packaging material in non-premium goods. But, in case aesthetics and consumer perception are important issues like in the case of cosmetics, electronics, or food, then the white back board should be used as it looks cleaner and better.
Cost-Effectiveness: Grey back board is ideal in bigger scale or price-conscious packaging production.
Aesthetic Appeal and Print Quality: White back board is great where both sides of print have to have a good look and print quality.
Strength and Protection: In heavy duty or luxurious packaging white back board provides better protection and a more luxurious appearance.
Sustainability: Both can be obtained in an eco-friendly version, but grey back boards tend to contain more recycled material.
Conclusion
Choosing between a grey back board and a white back board depends on your packaging goals, whether you're prioritizing budget or aiming to elevate your brand image with premium appeal. For everyday utility and affordability, grey back boards do the job well. For high-impact packaging that enhances customer experience, white back boards are the superior choice.
Before making a decision, consider the nature of your product, your budget constraints, and the expectations of your end-user. Both boards serve essential roles in the packaging industry, and with the right choice, you can balance performance, aesthetics, and sustainability.
At Edicon Paper, we understand that every packaging or printing requirement demands precision and quality. That’s why we offer a range of both grey and white back boards manufactured with consistency, strength, and environmental responsibility in mind. Whether you need durability, printability, or a balance of both, Edicon Paper has the right solution for you.
FAQs
1. What is a grey back board?
A grey back board is a type of coated duplex board that features a smooth, white surface on the front for printing and a grey-colored back made from recycled paper pulp. It's widely used for cost-effective packaging like cartons, boxes, and sleeves.
2. What is a white back board?
A white back board is a coated duplex board with a white surface on both the front and back. It offers better aesthetics and hygiene compared to grey back boards, making it ideal for premium packaging, cosmetics, electronics, and food-related applications.
3. Is grey board durable?
Yes, grey boards are durable for many packaging and printing applications. While it's more affordable and made from recycled material, it still provides good stiffness and strength for everyday packaging, though it may not match the premium feel of white back boards.