Duplex Board Manufacturer & Supplier for Packaging Boxes
Packaging plays an important role in protecting products and presenting them professionally in the market. One of the most widely used materials for packaging is duplex board for packaging boxes because of its strength, smooth printing surface, and cost efficiency. Businesses across industries use duplex boards to create durable cartons and retail packaging boxes.
A reliable duplex board manufacturer and supplier provides high-quality boards suitable for printing, folding, and packaging applications. Due to its versatility and affordability, duplex board packaging has become a preferred choice for companies producing carton boxes, product packaging, and promotional packaging.
What is a Duplex Board and How is it Made?

Definition of Duplex Board Paper
Duplex board paper is a multi-layered paperboard that consists of two layers joined together during manufacturing. One side is coated to create a smooth printing surface, while the other side is usually grey or white. This structure provides strength and good printability, making it ideal for packaging boxes.
Raw Materials Used in Duplex Board Production
The production of duplex board involves several materials that ensure durability and printing compatibility.
-
Recycled paper pulp
-
Chemical pulp for strength
-
Coating materials for a smooth surface
-
Binding agents and fillers
These materials help produce strong and cost-effective duplex board packaging material used widely in carton manufacturing.
Manufacturing Process of Duplex Board
The production process includes several stages that ensure consistent board quality.
-
Pulp Preparation – Recycled and virgin pulp are processed and cleaned.
-
Layer Formation – Multiple paper layers are combined to form the board structure.
-
Coating Application – A coated layer is added for better printing quality.
-
Drying and Finishing – The board is dried, cut into duplex board sheets, and prepared for packaging and distribution.
Key Features of Duplex Board Used for Packaging
Duplex board is widely used in the packaging industry because of its practical features and reliability.
-
High stiffness and durability for packaging boxes
-
Smooth coated surface suitable for duplex board for printing
-
Lightweight yet strong packaging material
-
Cost-effective solution for large-scale packaging
-
Recyclable and environmentally friendly paperboard
-
Compatible with modern printing technologies
These qualities make duplex board packaging suitable for both retail and industrial applications.
Types of Duplex Board Used in Packaging Boxes
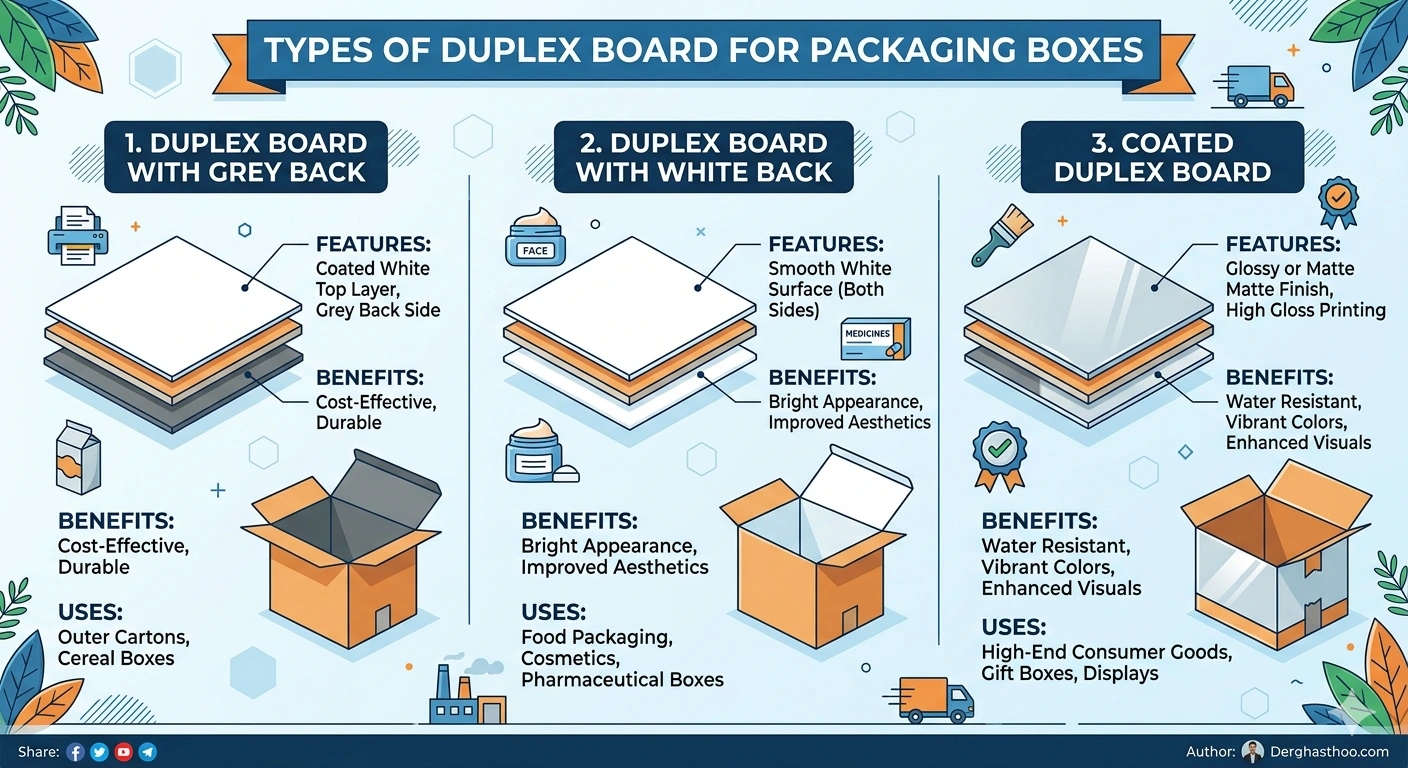
1. Duplex Board with Grey Back
Duplex board grey back is one of the most commonly used paperboards in packaging manufacturing. The backside of the board appears grey due to the recycled fiber content.
Features:
-
Affordable packaging solution
-
Strong structure for carton boxes
-
Suitable for mass-produced packaging
Applications:
-
Food packaging boxes
-
FMCG product packaging
-
Pharmaceutical cartons
2. Duplex Board with White Back
Duplex board white back has a white reverse side, which provides a cleaner appearance and improved printing possibilities.
Features:
-
Better visual appeal
-
Premium packaging appearance
-
Suitable for high-quality printing
Applications:
-
Cosmetic packaging
-
Electronic product boxes
-
Luxury retail packaging
3. Coated Duplex Board
A coated duplex board has a specially treated surface designed to enhance print clarity and color quality.
Benefits include:
-
Improved ink absorption
-
High-resolution graphics
-
Suitable for branded packaging designs
Duplex Board vs Other Packaging Materials
|
Packaging Material |
Strength |
Printing Quality |
Cost |
Common Uses |
|
Duplex Board |
High |
Excellent |
Affordable |
Retail boxes, cartons |
|
Kraft Paper Board |
Medium |
Moderate |
Low |
Grocery bags, packaging |
|
Corrugated Board |
Very High |
Limited |
Moderate |
Shipping boxes |
|
Solid Bleached Board |
High |
Premium |
High |
Luxury packaging |
This comparison shows why duplex board for carton boxes is a balanced choice between strength, printing quality, and cost.
Common Applications of Duplex Board Packaging Boxes
Duplex board is widely used across many industries due to its versatility and easy printability.
Some common applications include:
-
Food packaging boxes
-
Pharmaceutical cartons
-
Cosmetic and beauty product packaging
-
Electronics packaging boxes
-
FMCG retail packaging
-
Apparel and garment packaging
-
Promotional and branded product boxes
The ability to produce duplex board paper for packaging in different thickness levels makes it suitable for various industries.
Benefits of Using Duplex Board for Packaging Boxes
Businesses prefer duplex board because it provides both functional and economic benefits.
-
Excellent printing surface: The coated layer allows sharp graphics and vibrant colors.
-
Strong packaging structure: It protects products during storage and transportation.
-
Cost-effective material: Compared to other paperboards, duplex board is more economical.
-
Flexible design possibilities: It can be cut, folded, and shaped into various packaging formats.
-
Eco-friendly packaging option: Most duplex board paper manufacturers use recycled materials.
How to Choose the Right Duplex Board Manufacturer & Supplier
Quality Standards and Certifications
When selecting a duplex board manufacturer and supplier, businesses should also evaluate the experience of the duplex board paper manufacturer, product consistency, and ability to deliver large quantities of duplex board sheets for packaging production.
Look for:
-
Industry certifications
-
Consistent board thickness
-
Reliable raw materials
GSM Range and Board Thickness
Different packaging needs require different board strengths. Duplex boards are usually available in various GSM ranges suitable for carton packaging.
Customization and Bulk Supply Capacity
Businesses often need customized duplex board packaging for branding and structural requirements. Manufacturers should provide flexible supply options.
Global Export and Logistics Support
A reliable duplex paper board supplier should offer efficient distribution and timely delivery to meet global demand.
Duplex Board Specifications for Packaging Boxes
|
Specification |
Details |
|
GSM Range |
200 – 500 GSM |
|
Surface |
Coated |
|
Back Type |
Grey Back / White Back |
|
Printing Compatibility |
Offset Printing |
|
Sheet Format |
Available as duplex board sheets |
|
Common Use |
Carton boxes and retail packaging |
These specifications make duplex board suitable for multiple packaging industries.
Why Businesses Prefer Duplex Board for Packaging
The demand for duplex boards has increased globally due to the growth of retail packaging and product branding.
Reasons for its popularity include:
-
Affordable packaging material for large production
-
High-quality printing surface for product branding
-
Strong yet lightweight packaging board
-
Suitable for retail and commercial packaging
As a result, duplex board for packaging boxes is widely used by packaging manufacturers worldwide.
About Edicon Paper Product – Duplex Board Manufacturer & Supplier
Edicon Paper Product is a trusted duplex board manufacturer and supplier providing quality packaging solutions for various industries. The company specializes in producing strong and reliable duplex board paper for packaging, suitable for carton boxes, retail packaging, and printed product boxes. With advanced manufacturing processes and strict quality control, Edicon Paper Product ensures consistent board strength and printing compatibility. Businesses looking for dependable duplex board packaging material can rely on their expertise, product variety, and supply capabilities to meet packaging requirements efficiently.
Future Trends in Duplex Board Packaging Industry
The packaging industry continues to evolve as businesses look for sustainable and efficient materials.
Key trends include:
-
Growing demand for recyclable packaging materials
-
Increased use of printed packaging for branding
-
Development of improved coated duplex board surfaces
-
Rising demand for eco-friendly packaging materials
These trends indicate strong future growth for duplex board packaging worldwide.
Conclusion
Duplex board has become an essential packaging material due to its strength, printability, and affordability. Businesses across industries rely on duplex board for packaging boxes to create durable and visually appealing carton packaging. Choosing a reliable duplex board manufacturer and supplier ensures consistent quality and reliable supply for packaging production. As the demand for sustainable and cost-effective packaging continues to grow, duplex board remain a practical and widely used solution for modern packaging needs.
FAQs
1. What is duplex board used for in packaging?
Duplex board is mainly used to manufacture carton boxes, retail packaging, cosmetic boxes, and pharmaceutical packaging.
2. What is the difference between a duplex board grey back and white back?
The grey back duplex board has a grey backside made from recycled pulp, while white back boards provide a cleaner and more premium appearance.
3. Is a duplex board suitable for food packaging boxes?
Yes, duplex boards are commonly used for outer food packaging boxes and dry food cartons.
4. What GSM duplex board is best for carton boxes?
Most packaging boxes use duplex boards between 250 GSM and 400 GSM, depending on product weight.
5. What industries commonly use duplex board packaging?
Industries such as FMCG, cosmetics, pharmaceuticals, electronics, and retail frequently use duplex board packaging.
6. Can duplex boards be used for printed packaging boxes?
Yes, the coated surface of duplex board makes it highly suitable for offset printing and branded packaging designs.